2025/08/12 作者:河南鸿炉科技
2025/08/12 作者:河南鸿炉科技
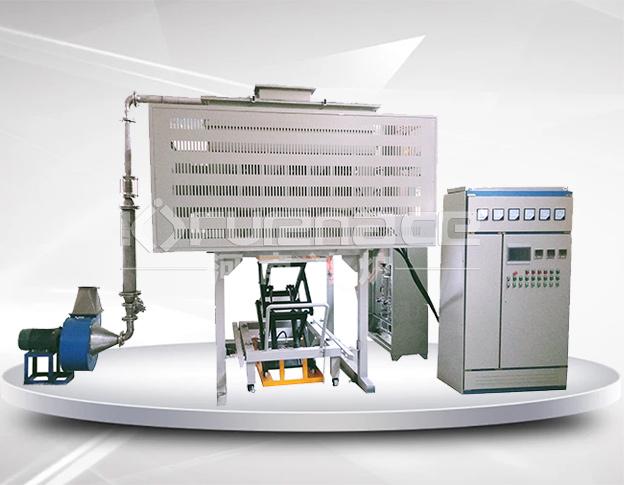
炉中钎焊是一种通过电炉加热实现金属连接的钎焊工艺,其核心在于将装配好钎料的焊件整体放入加热炉中,升温至钎料熔化温度并保温,使钎料借助表面张力(或重力)填充装配间隙,随后逐步降温凝固形成钎缝。以下从分类、工艺特点、应用领域及优缺点四个方面展开分析:
一、分类:按保护条件划分
1、空气炉中钎焊
①原理:
将焊件放入普通工业电炉中加热,依赖钎剂去除氧化膜,使钎料熔化后流入间隙。
②特点:
设备简单、成本低,但焊件表面易氧化,适用于低精度要求的批量生产(如铝和铝合金钎焊)。
③优化操作:
可先将炉温升至稍高于钎焊温度,再放入焊件以缩短高温停留时间。

2、保护气氛炉中钎焊
①原理:使用工业氮基、氩气或氢气混合气体作为保护介质,防止氧化。
②特点:
碳势控制精度达±0.05%,适应碳钢、渗碳钢等材料需求。
防氧化能力优于空气炉,氮基保护气氛成本较氩气降低40%。
③应用:
汽车散热器、热交换器等精密部件的批量生产。

3、真空炉中钎焊
①原理:
在10⁻³Pa级真空环境中加热,通过机械泵与扩散泵维持真空度,无需钎剂即可实现高质量焊接。
②特点:
避免氧化、渗碳等问题,钎缝光亮致密,强度高。
设备寿命长(可达10年以上),但一次性投入大、维修费用高。
③应用:
航空航天、核电等领域关键部件制造(如涡轮叶片、镍基高温合金燃料管)。

二、以上几款钎焊炉技术参数对比:
| 钎焊炉类别 | 所需气氛/真空 | 适用材料 | 工艺特点 |
| 空气钎焊炉 | 大气 | 低精度碳钢、铜合金 | 设备简单,成本低,但氧化严重 |
| 保护气氛炉 | N₂/H₂/Ar 混合 | 不锈钢、渗碳钢、铜 | 无氧化,碳势可调 0.2 %–1.0 % |
| 真空钎焊炉 | 10⁻³~10⁻⁵ Pa | 钛、铝、镍基高温合金 | 无需钎剂,焊缝洁净,设备投资高 |
三、钎焊标准工艺流程
①前处理
– 表面清洗:有机溶剂脱脂 + 酸洗/碱洗 + 水洗 + 烘干
– 装配间隙:0.01–0.2 mm(铝材)或 0.05–0.1 mm(钢/铜)
②装炉定位
– 使用石墨、陶瓷或不锈钢夹具,确保装配间隙均匀
③加热与保温
– 升温速率 ≥20 ℃/min
– 保温温度:钎料液相线 + 25-60 ℃,典型 610 ℃ ±5 ℃
– 保温时间:3–5 min(小型件)或 10–30 min(大型件)
④冷却
– 随炉冷却或通惰性气体快速冷却,减少变形
⑤后处理
– 清除残余钎剂(水洗、酸洗或机械清理)
– 焊后热处理(去应力退火)
四、应用领域
①航空航天
制造涡轮叶片、燃料管等高温部件,真空度需维持在10⁻³Pa以上。
②汽车行业
铝制散热器钎焊时,氮基保护气氛使钎缝强度达到母材的85%以上。
③电子行业
制造微波磁控管等高精度电子元件,确保产品稳定性和可靠性。
④家用电器
冰箱、空调等金属部件的光亮热处理,提升产品整体品质和耐用性。
炉中钎焊以“整体加热、气氛保护、批量精密”为特征,是现代制造业实现复杂部件可靠连接的关键工艺。选择空气炉、保护气氛炉或真空炉,可根据零件材料、洁净度要求、产量和成本综合权衡。